Рішення для автоматизації верстатобудування
КАКИЕ МОЖНО ПРИНЯТЬ РЕШЕНИЯ ДЛЯ СТАНКОСТРОЕНИЯ

При повышении и усовершенствовании степени автоматизации предприятия приводит к:
• повышению стабильности технологических процессов
• уменьшению человеческих факторов
• улучшению качества готовой продукции
• снижению её себестоимости
• технологический процесс становится гибким, что позволяет предприятию усовершенствоваться и подстраиваться под рынок.
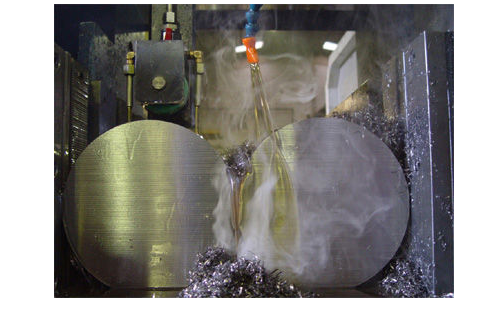
КОНТРОЛЬ ГЛУБИНЫ СВЕРЛЕНИЯ

Индуктивные датчики применяются для контроля конечных положений разных механизмов, поворотным предельным и продольным положениям.
Это группа датчиков ISB BC2A импортный аналог: BALLUFF BES 516-325-E5-Y-S4
ПОЯВЛЕНИЕ ЛИСТА МЕТАЛЛА И ЕГО КОНТРОЛЬ

Предлагаем применять индуктивные датчики положения группы датчиков ISB A11B импортный аналог: PEPPERL+FUCHS NBB1,5-8GM50-E2
КОНТРОЛЬ ПОЛОЖЕНИЯ ПРЕССА ПРИ ШТАМПОВКЕ ДЕТАЛЕЙ

ОТКРЫВАНИЯ / ЗАКРЫВАНИЯ ЗАМКА

Датчики изменяют состояние контактов при внесении в зону чувствительности постоянного магнита. Корпус из прочного дюралюминиевого сплава. Применяют магниточувствительные датчики серии MS NR (MS NR2A-LS4, MS NR1A-LS401) или серии MS UN1P
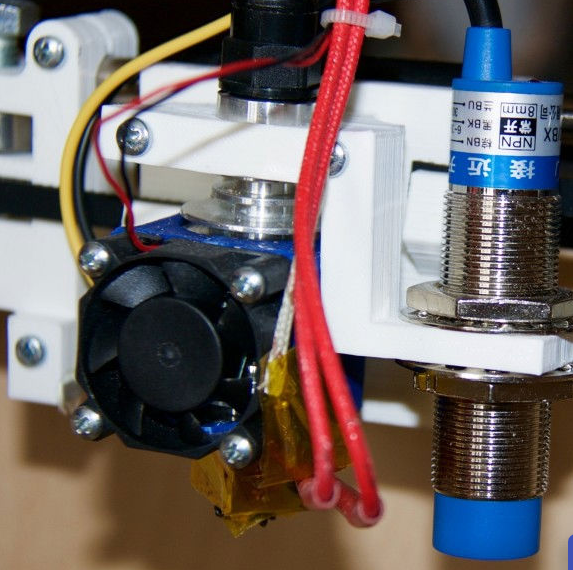
ОБНАРУЖЕНИЕ ВЫКРАШИВАНИЯ РАБОЧЕЙ ЧАСТИ СВЕРЛА И ФРЕЗЫ
Рекомендуем применять встраиваемые индукционные датчики положения в цилиндрическом гладком корпусе группа датчиков ТЕКО ISB DC0B импортный аналог: BALLUFF BES 516-371-G-E5-C-S49.
БЕЗОПАСНОСТЬ В АВТОМАТИЗИРОВАННЫХ ЗОНАХ ПРОИЗВОДСТВА

Контроль доступа в зоны прессов, штампов, гильотин, и подобных станков применяют фотобарьеры. Они устанавливаются около движущихся частей оборудования.
КАКИЕ ДАТЧИКИ ПРИМЕНЯЮТ В СТАНКОСТРОЕНИИ
В настоящее время в станках вместо контактных выключателей используют бесконтактные индуктивные и оптические выключатели положения, не подверженные износу и с хорошей повторяемостью точки срабатывания.
Датчики можно применять:
- Контроль конечного положения механизмов идет по продольным и поворотным предельным положениям.

На крупных станках данными выключателями ведут контроль над крайним положением подач по всем осям во избежание аварий.
- Контроль закрытия дверей и щитков безопасности в станках

- Индукционные или оптические контролируют целостность свёрл и фрез (рисунок из каталога), что позволяет обнаружить поломку фрезы или зуба и предупредить о поломке всех последующих по программе обработки фрез
- Индукционные и оптические сенсорные датчики контролируют наличие деталей (рисунок из каталога)
- Оптические выключатели ведут счёт деталей
- Оптические и индуктивные датчики применяют для сортировки заготовок по размеру перед подачей на обработку
- В любительских станках бесконтактный индукционный датчик применяют для сортировки/калибровки плоскости стола (пример по четырем точкам)
- Ёмкостные датчики и поплавковые датчики применяют для контроля уровня СОЖ в баках на предприятии, а также в скиммерах (нефте-маслосборщиках). Особое значение имеет применение выключателя уровня в системах смазывания минимальным количеством смазки.
- Индуктивные датчики можно использовать для контроля скорости вращения шпинделя и его положения, если поставить на ось реперный диск, металлическую звездочку или флажок.
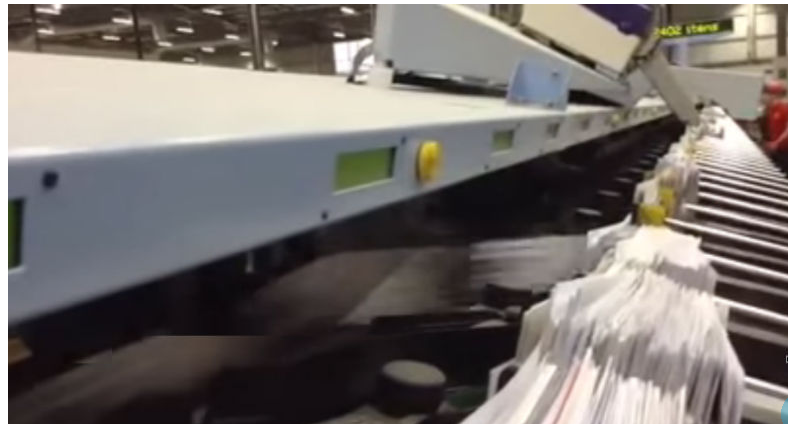
- Большое разнообразие применяемых бесконтактных выключателей - в транспортных системах обрабатывающих цехов. Это стандартные индуктивные бесконтактные выключатели для контроля заслонок транспортёров, капсул пневмотранспортных систем,толкателей сортировочных машин.
- Оптические выключатели с поляризационным фильтром применяют для подсчёта прозрачных или бликующих металлических деталей.
- Оптические барьеры безопасности применяются в зоне упаковки изделий в плёнку, на прессах и штамповочных станках, во избежание попадания человека в опасную зону во время работы установки.
