Автоматизація на цукровому заводі
Автоматизация на сахарном заводе
Автоматизация призвана корректировать ход технологического процесса на разных участках таким образом, чтобы своевременно реагировать на изменяющиеся входные условия (например, качество поступившего сырья) если сохраняется качество продукции на выходе или незамедлительно устранять возникающие проблемы и аварии на самом производстве. Автоматизация - возможность плавного и безболезненного пуска производства в начале сезона и сглаживания негативных последствий при временных его остановках.
Автоматизация и контроль технологических процессов при производстве сахара
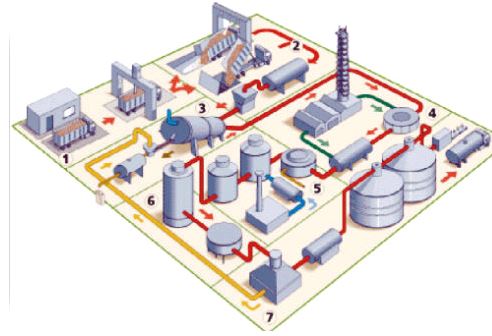
Для каждого технологического процесса мы предлагаем готовые решения по автоматизации. Основные процессы:
1. Прием сахарной свеклы
2. Разгрузка и мойка сахарной свеклы
3. Диффузия
4. Сатурация
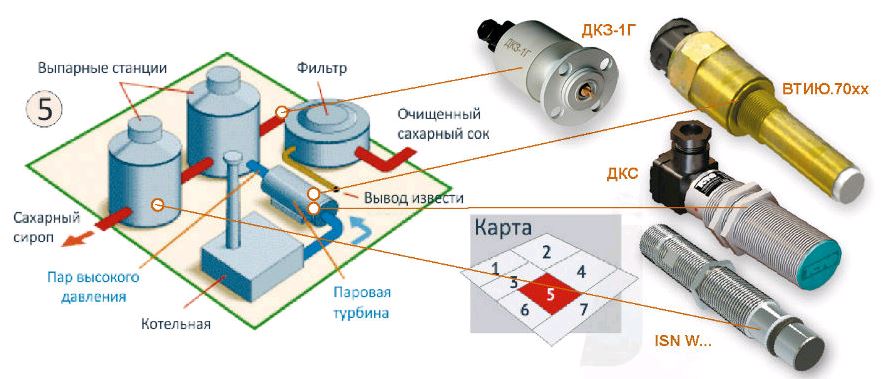
5. Выпаривание
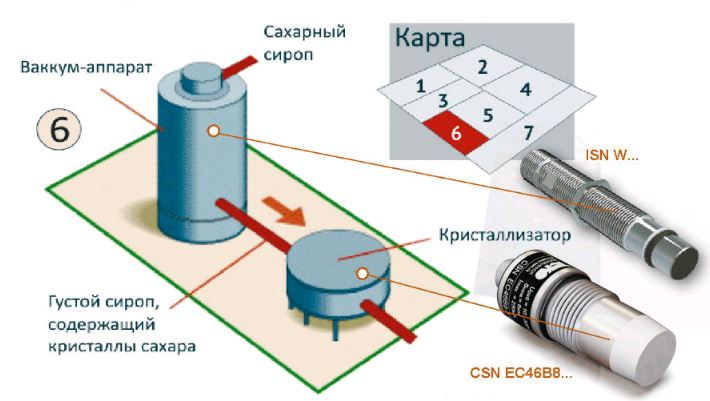
6. Кристализация сахара
7. Центрифугирование
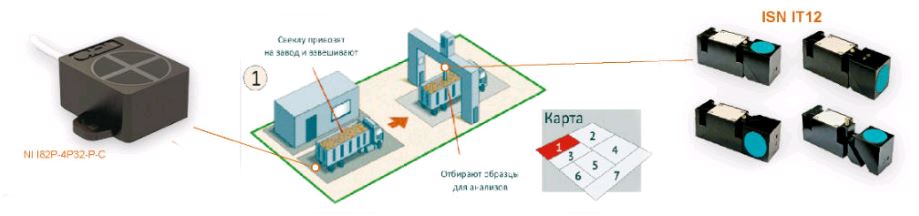
1. Прием сахарной свеклы
На этапе приема свеклы контролю подлежат движущиеся части механизмов при взвешивании и отборе образцов. Для этого монтируют датчик угла наклона (инклинометр) NI I82P-4P32-P-C и датчик с поворотной головкой ISN IT12.
2. Разгрузка и мойка
Контроль движущихся частей механизмов осуществляют датчиками положения. Вся транспортировка сырья обеспечивается конвейером, оборудованным приборами автоматизации.
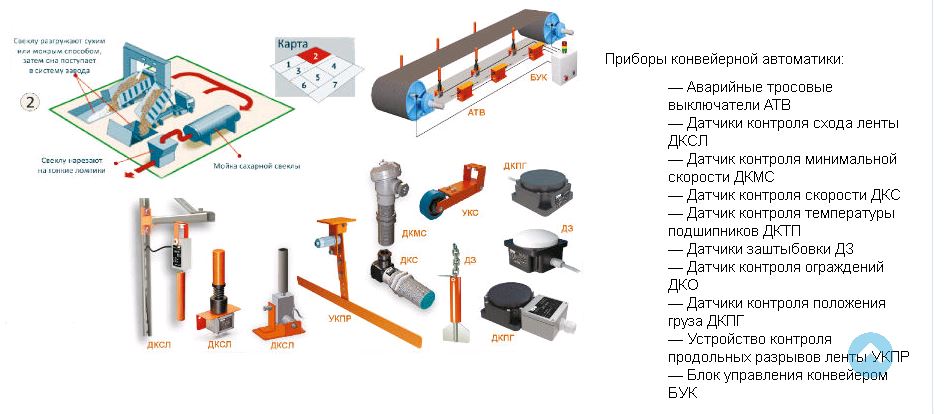
Приборы конвейерной автоматики:
• Аварийные тросовые выключатели АТВ
• Датчики контроля схода ленты ДКСЛ
• Датчик контроля минимальной скорости ДКМС
• Датчик контроля скорости ДКС
• Датчик контроля температуры подшипников ДКТП
• Датчики заштыбовки ДЗ
• Датчик контроля ограждений ДКО
• Датчики контроля положения груза ДКПГ
• Устройство контроля продольных разрывов ленты УКПР
• Блок управления конвейером БУК
• 3. Диффузия
• Температуры сушки и диффузного аппарата контролируют датчики-реле температуры типа ТТ..., пороги срабатывания у которых задаются при изготовлении (под заказ).
• Устойчивые к агрессивным средам датчики уровня типа ВТИЮ.12..., ВТИЮ.14... контролируют уровень материала в диффузном аппарате и в сушке.


• 4. Сатурация
• На этом этапе контроль уровня осуществляют емкостные датчики типа CSN W... для работы в среде высокого давления.
• Контроль положения задвижки осуществляет ДКЗ-1Г, а контроль поворотной запорно-регулирующей арматуры типа ISN IC18P... и ISN IT18P...
• 5. Выпаривание
• Работу турбины контролируют датчики контроля скорости оборотов типа ВТИЮ70хх и ДКС, в резервуарах с высоким давлением устанавливают устойчивые к атмосферным перегрузкам индуктивные и емкостные датчики типа ISN W... и CSN W...
• Контроль температуры обеспечивают датчики-реле температуры типа ТТ..., пороги срабатывания у которых задаются при изготовлении (под заказ).
• 6. Кристаллизация сахара
• Для контроля процессов используют индуктивные и емкостные датчики типа ISN W... и CSN W... , работающих в среде высокого давления.
• Контролирует положение задвижки датчик ДКЗ-1Г, а контроль поворотной запорно-регулирующей арматуры осуществляет датчик типа ISN IC18P... и ISN IT18P...
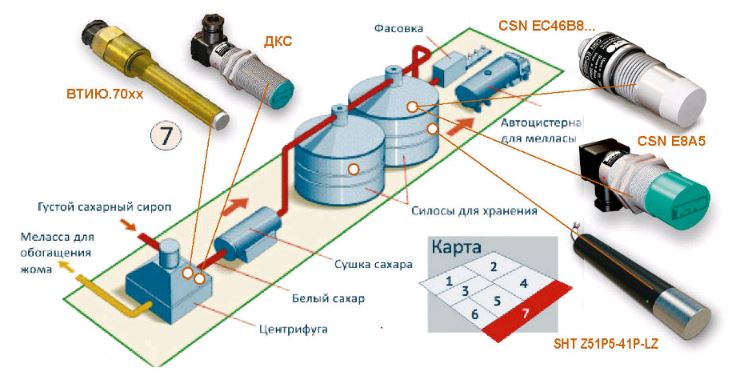
• 7. Центрифугирование
• Для контроля скорости вращения центрифуги устанавливают датчики типа ВТИЮ.70хх, ДКС, а датчики уровня типа CSN EC46B8..., CSN EC50S8..., CSN E8A5..., CSN E5A5-32P... в комплекте с сигнализатором уровня жидких и сыпучих материалов СУ1-Р1Щ контролируют требуемые уровни сырья и готового продукта в резервуарах.
• Для контроля режима влажности и температуры в хранилищах готового продукта используют датчик относительной влажности и температуры SHT Z51P5-41P-LZ.